Aerospace Projects
Metallic/composite airframe and spacecraft structural design for manufacturing, tooling and assembly engineering support





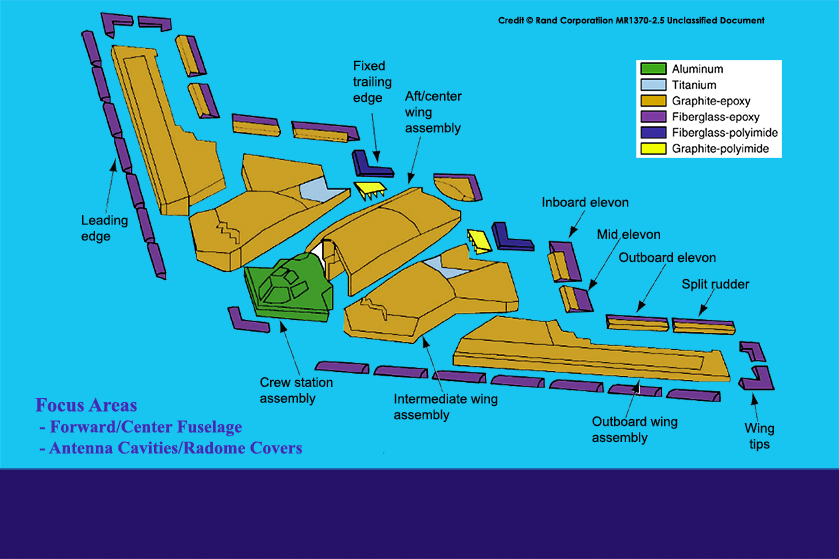



























Metallic/composite airframe and spacecraft structural design for manufacturing, tooling and assembly engineering support
- metallic/composite/ LO structures
-thermoset vs. thermoplastic component builds
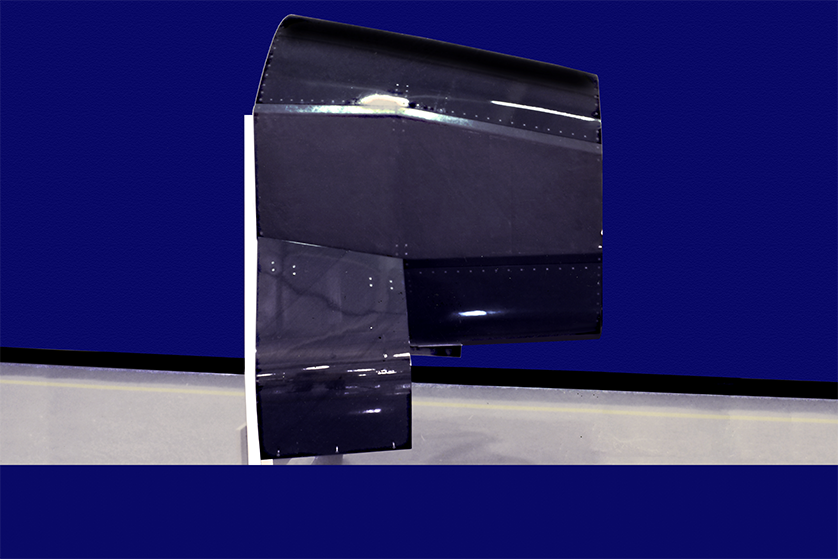
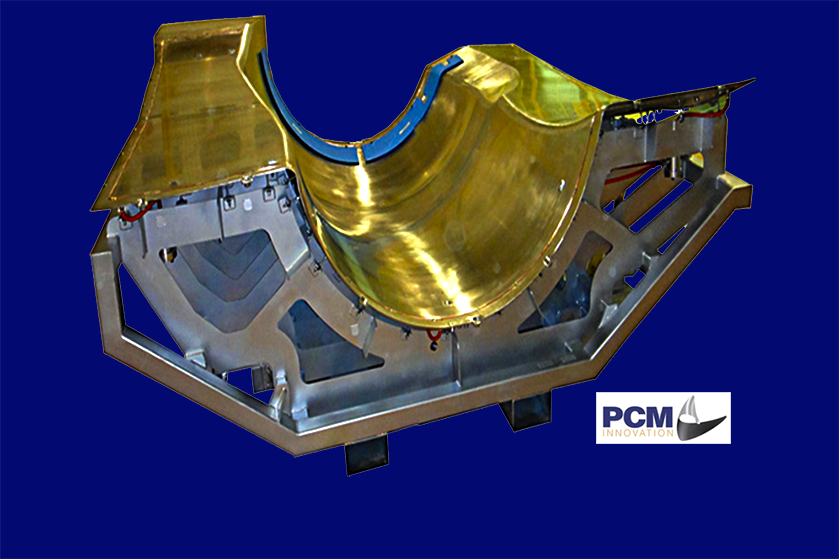
- looking inboard at forward fuselage air frame assembly
-Looking forward at aft bulkhead
-co-consolidation curing with dissolving mandrels
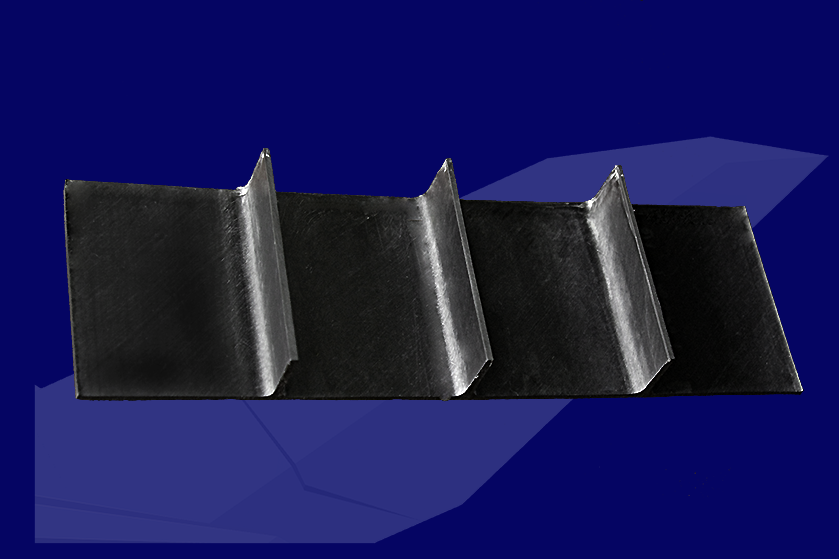
-Cypac / PEEK based laminate assemblies co-consolidated / co-cured
-out of autoclave cure development
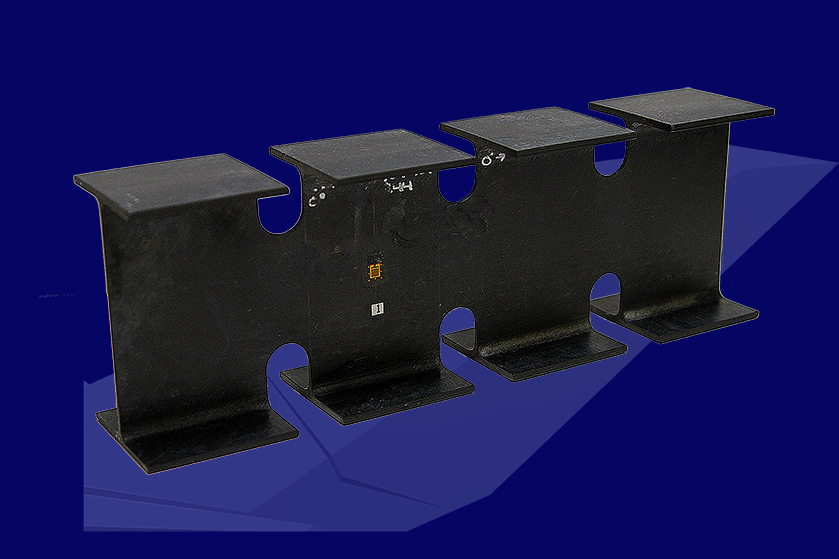
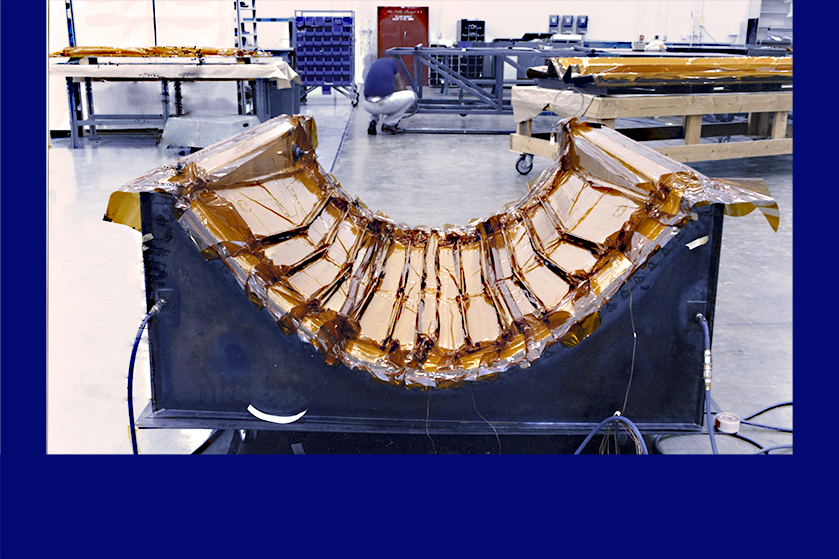
-AS4/PEEK structural load testing
- AS4/PEEK structural load test article
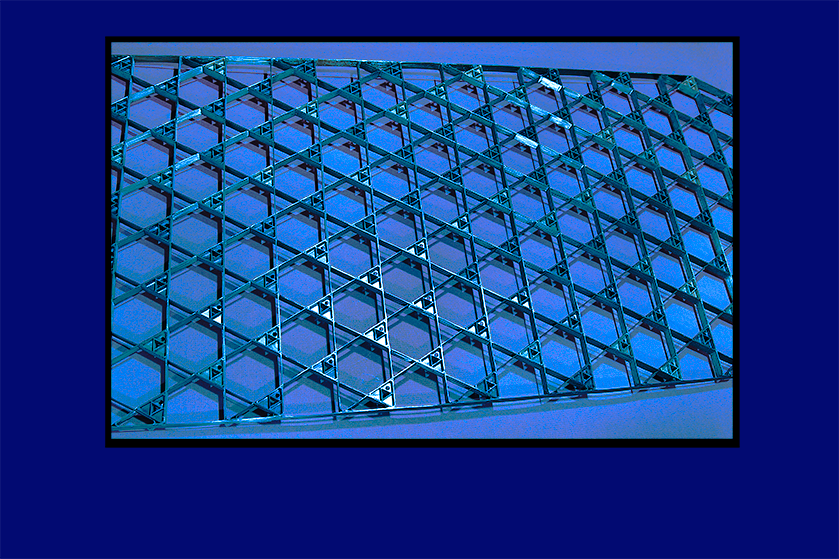
-continuous high modulus fiber orientation / precursor to Z-pin systems
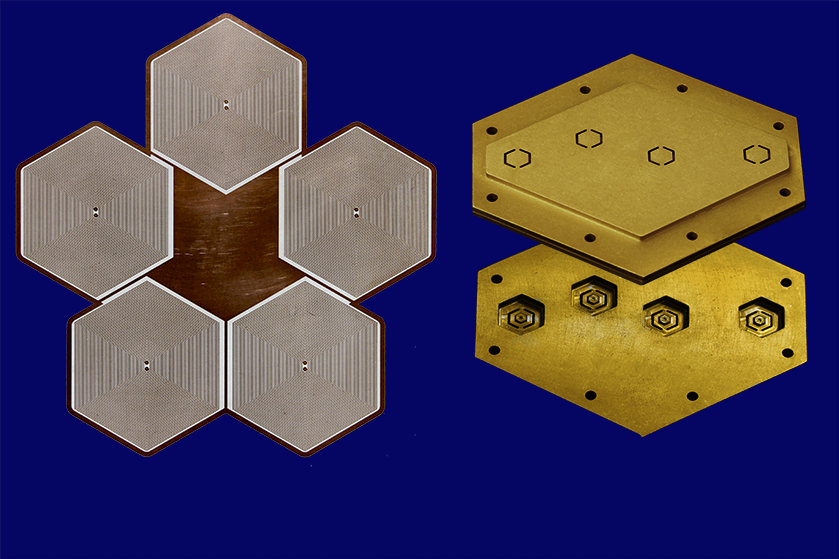
- GPS/X-band element/cavity/radome mechanical design engineering
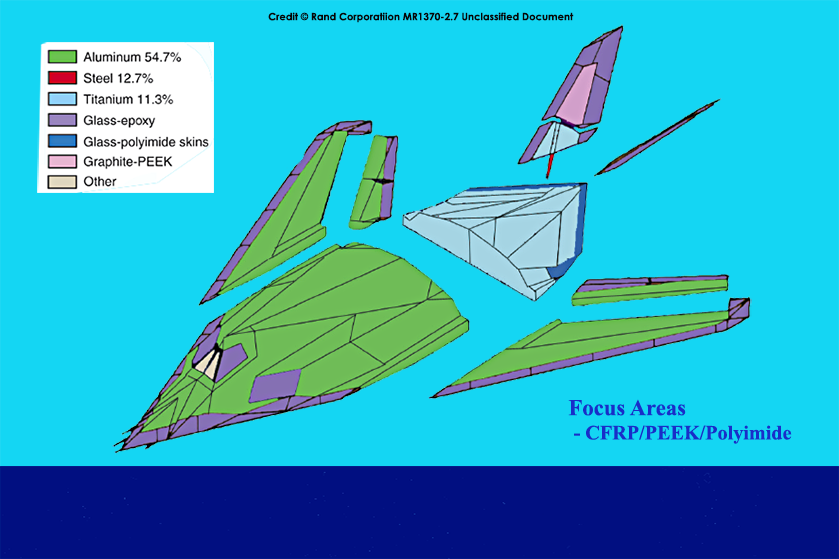
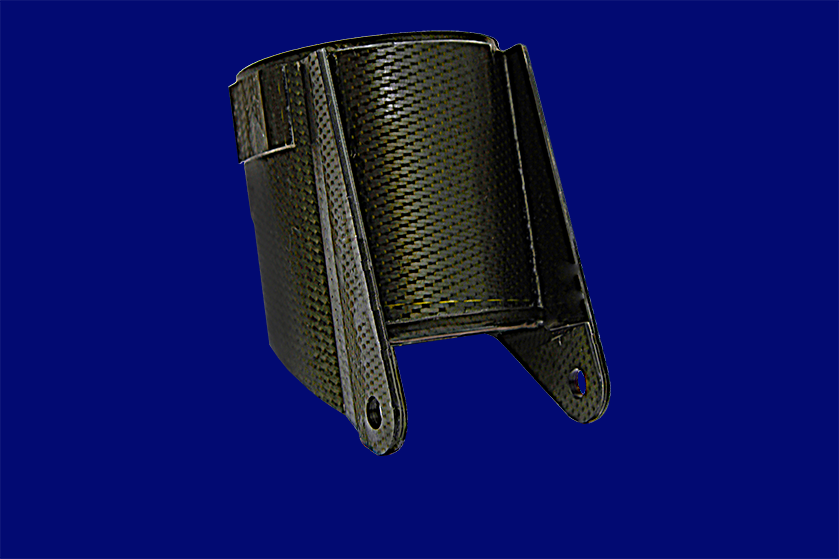
- CFRP / KFRP / GFRP co-laminated air frame structures
- self heated co-curing of integrally stiffened skin
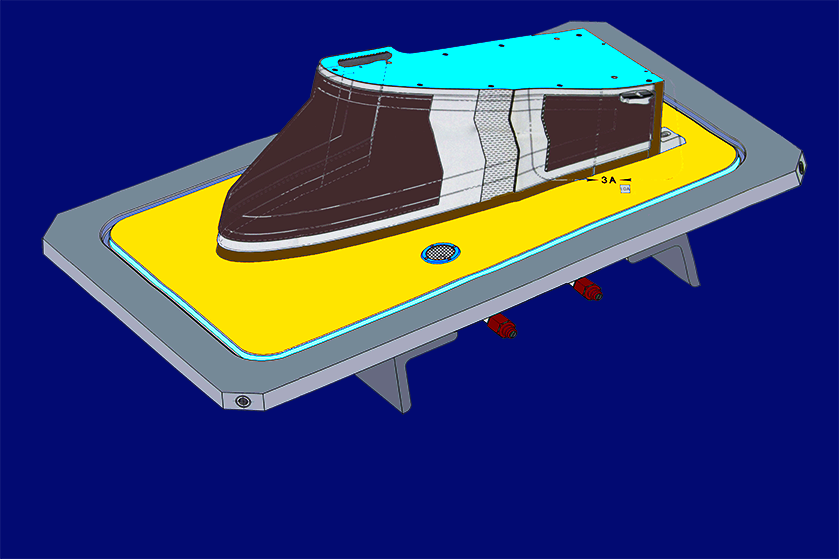
-b-stage pre-forming for co-curing
-sensor based internal pressure application
-directional / adjustable pressure curing system
- typical PCM design used on more intricate shapes than shown
- example of tool type used for tighter lofted fuselage shapes
-self heating ceramic / vacuum diaphragm press forming
-vacuum assisted resin transfer molding + reusable vacuum bagging
-integration troubleshooting/enhancement
-dual S/Ku band single access unfurlable mesh
- CR&D Lightweight structures program
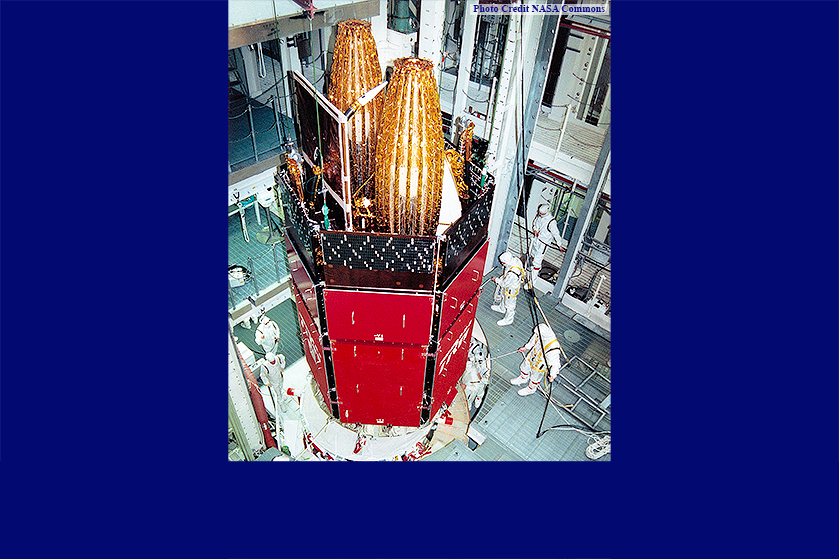
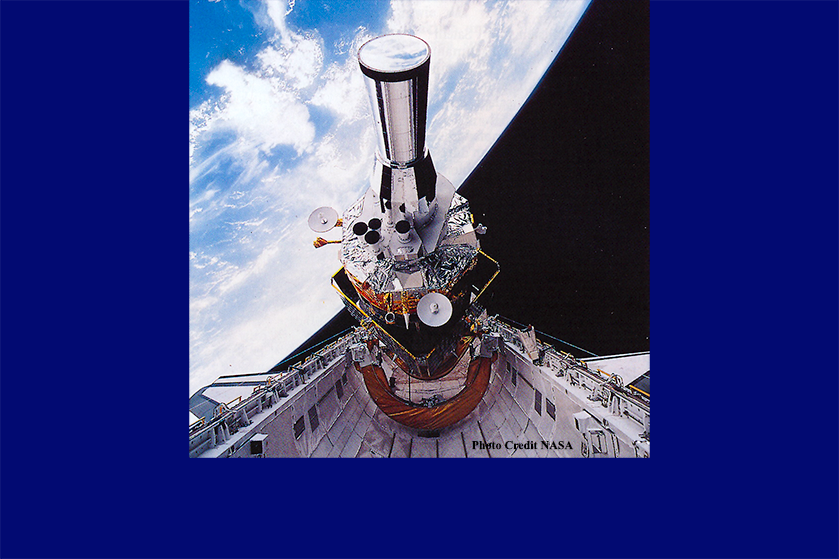
-pre-flight check at KSC Launch Complex 39-B
-stowed 5m antenna close up (gold kapton)
- 5m folded mesh antenna pair at top
- similar to the DARPA Phoenix illustration shown
-metallic mesh/GFRP structural member innovation
Titan 4 Centaur T - KSC Launch Complex 40
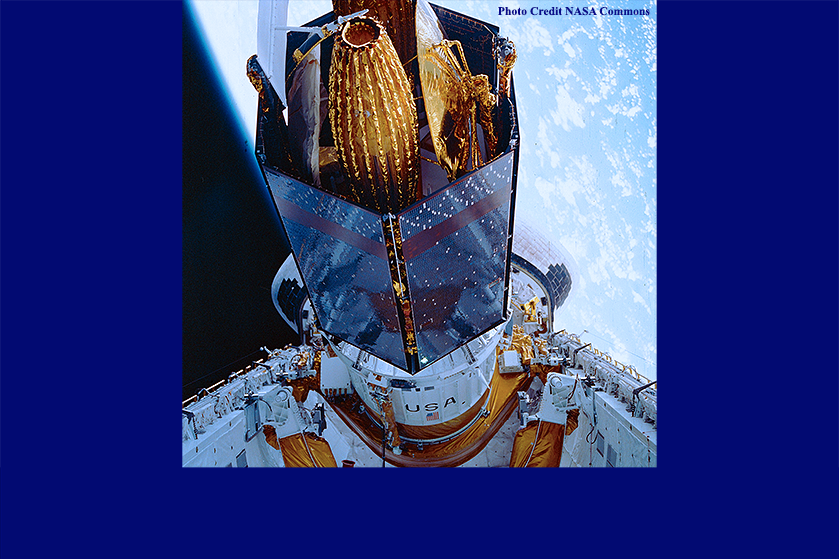
- deployed by STS-44 mission from KSC Launch Complex 39A
-looking at center infrared imaging sensor tube
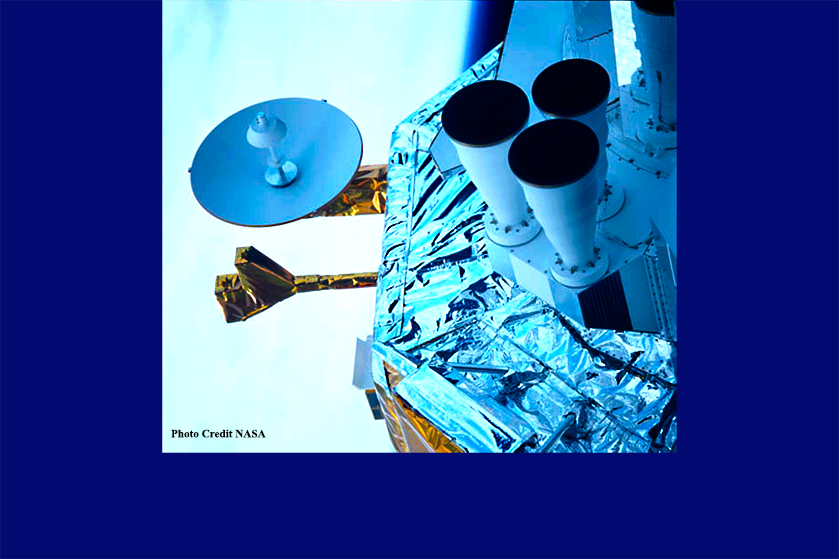
-deployment stage with high gain dish in center
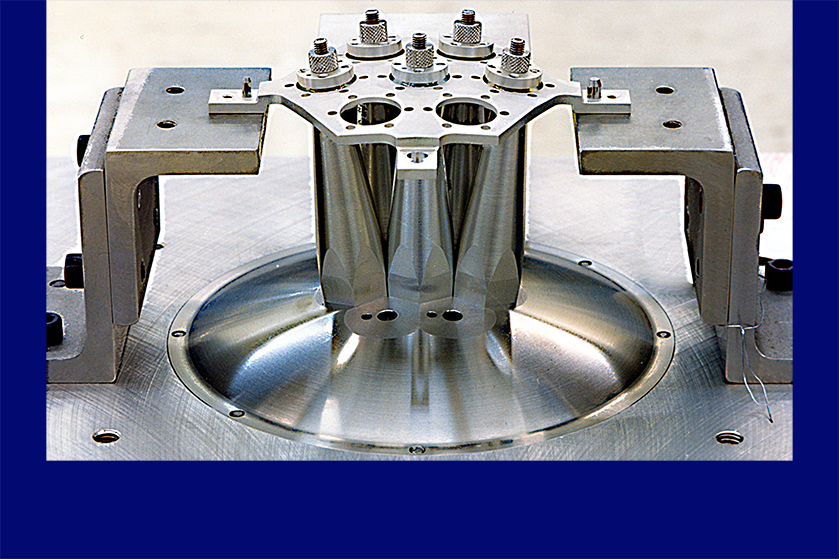
-fabrication, assembly, adjustment and test
- fabrication and assembly
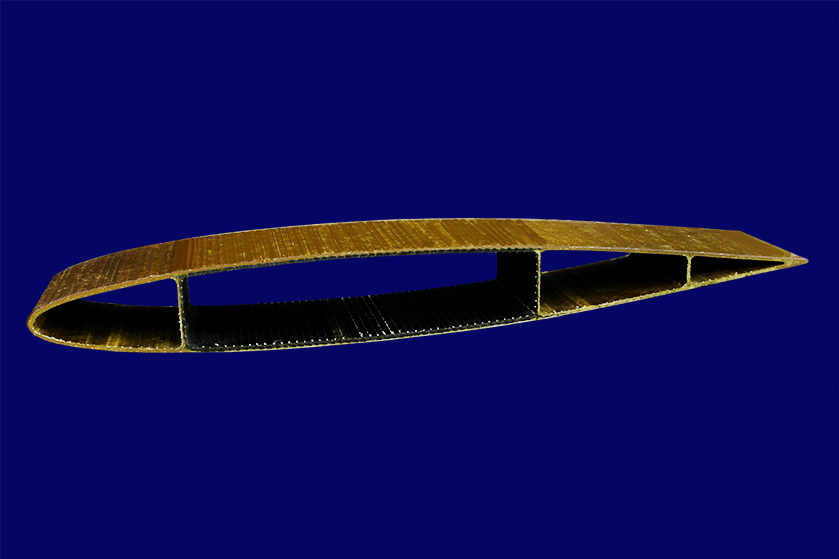
-parabolic antenna feed curvature
-co-cured assembly
- unidirectional/continuous graphite fiber
-lightweight satellite structures program
-kevlar/graphite spacecraft bus corner
- unidirectional/continuous fiber rtm processed
composite tape placement process development
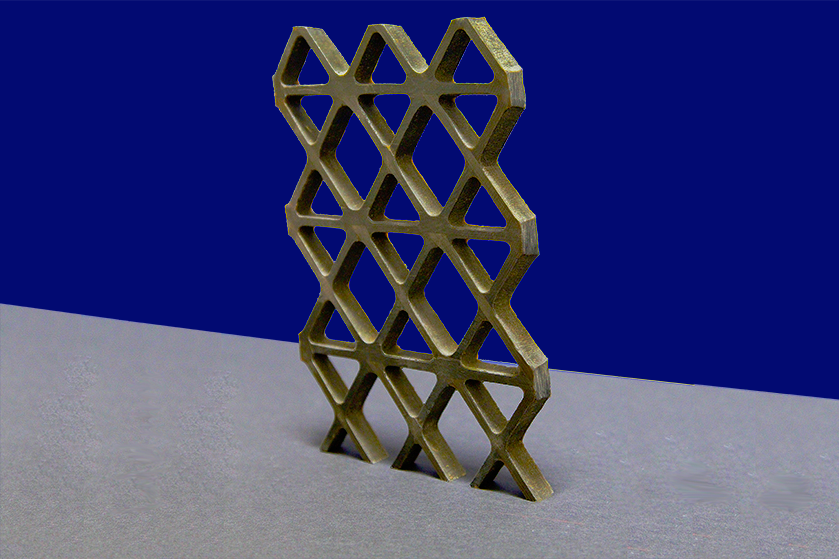
- 3 variant fabrication time = 1 unit conventional fabrication
- hybrid mfg using simultaneous additive/subtractive steps
integral cooling channels - directed energy deposition
- directed energy deposition / minimal machining
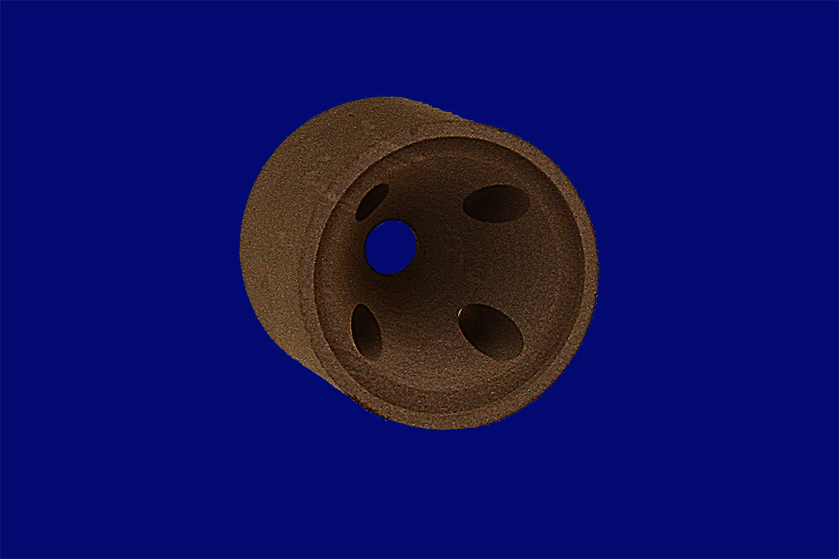
-mandrel based sintering
short fiber nozzle extrusion with final mold compression
