Nuclear Energy Projects - Fusion magnet R&D, manufacturing, tooling and assembly
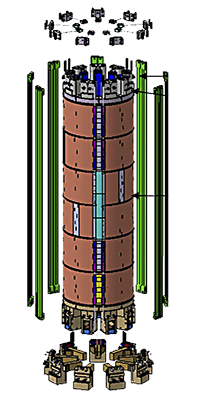
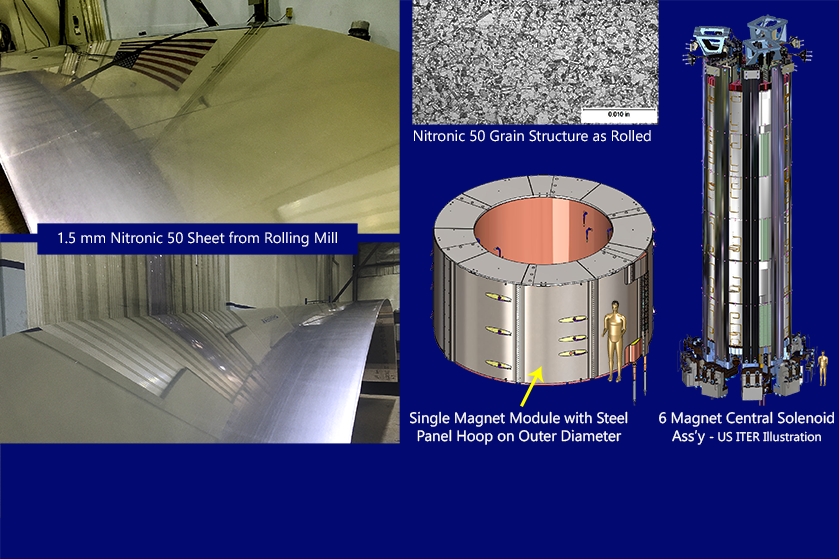
The ITER Central Solenoid - a stack of (6) magnet modules
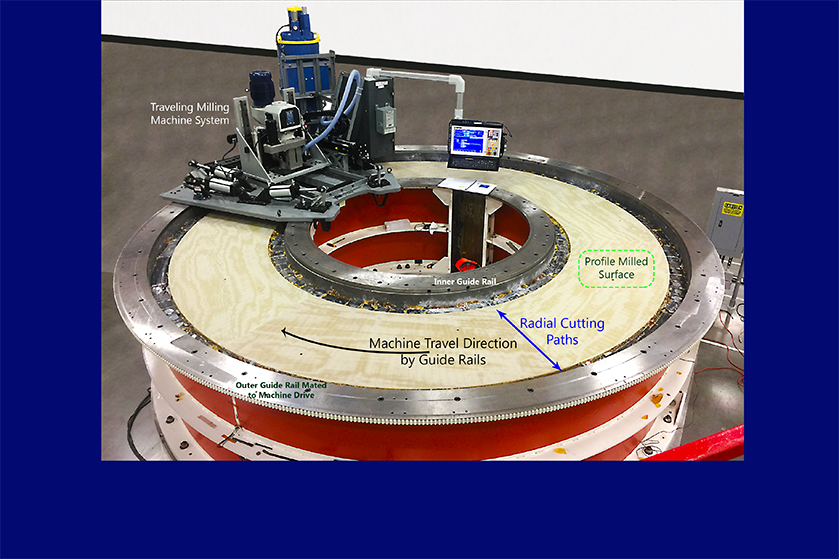
The ITER Central Solenoid - building the world’s largest, most powerful pulsed magnet
Built and tested in the U.S. by General Atomics
made of (6) stacked, 110 ton module sections
diameter = 4.25 meters/14 feet
assembly height = 18 meters/59 feet
assembly weight = 1000 metric tons/1100 U.S. tons
length of coiled superconductor = 21 miles/33.6 km
magnetic field strength = 13 Tesla (280,000 x earth’s)
can lift a 100,000 ton aircraft carrier
operating drive current = 15 million amperes
operates at 4.2 °K / -269 °C